










Abstract
Polyphenylsulfone (PPSU), a medical-grade specialty engineering plastic, imposes stringent requirements on mold steels regarding corrosion resistance, thermal stability, and microstructure preservation during injection molding. This article systematically dissects the core conflicts in PPSU steel selection driven by PPSU’s material properties—balancing chemical corrosion resistance with thermomechanical fatigue, harmonizing surface finish with demolding efficiency, and reconciling processing economy with mold service life. A “Three-Dimensional Selection Matrix” is proposed, integrating molding conditions, surface performance, and lifecycle costs, to provide engineering decision-making frameworks for precision components such as medical catheters, dialyzer housings, and surgical instruments.
1. Challenges Posed by PPSU Material Properties to Mold Steels
1.1 Molecular Chain Structure-Induced Processing Conflicts
PPSU’s sulfone group (-SO₂-) backbone grants it a 207°C heat deflection temperature (HDT) and 1.29 g/cm³ density but introduces three critical processing challenges:
- Thermal Degradation Risk: At 360°C melt temperatures, sulfone groups undergo chain scission, emitting SO₂ corrosive gases that necessitate ISO 21607 Class A-level sulfurization resistance in mold steels.
- High-Viscosity Shear Sensitivity: Melt viscosity (380 Pa·s at 360°C) is five times that of PC, requiring mold steels with HRC 52–55 mirror polishability to mitigate shear heating.
- Crystalline Hysteresis Effect: The amorphous structure’s 0.3–0.8 mm uneven shrinkage during cavity cooling demands mold steels with a coefficient of thermal expansion (CTE) ≤11×10⁻⁶/°C to prevent warpage.
1.2 Regulatory Constraints for Medical-Grade Certification
FDA 21 CFR 177.2450 and ISO 10993-18 impose dual requirements on mold steels:
- Element Leaching Limits: Alloy elements (Cr, Ni, Mo) must be controlled below 0.5 μg/cm², with prohibited elements (Cd, Pb) excluded.
- Cleaning Validation Compatibility: Surface roughness Ra ≤0.05 μm and 30-cycle CIP/SIP resistance are mandatory to prevent biofilm formation in microscopic cracks.
2. Three-Dimensional Decision Framework for PPSU Mold Steel Selection
2.1 Dimension 1: Corrosion Resistance-Thermal Stability Matrix
Molding conditions are classified into four grades based on melt temperature and SO₂ concentration:
| Operating Grade | Melt Temperature (°C) | SO₂ Concentration (ppm) | Recommended Steel | Failure Mode |
|---|---|---|---|---|
| Grade I (Low Corrosion) | 340–350 | <50 | 1.2344 (H13) with TiN coating | Surface pitting |
| Grade II (Medium Corrosion) | 350–360 | 50–150 | 1.2367 (X38CrMoV5-3) nitrided | Intergranular corrosion |
| Grade III (High Corrosion) | 360–370 | 150–300 | 1.2083 (X32CrMoV3-3) TD-treated | Sulfidation stress cracking |
| Grade IV (Ultra-High Corrosion) | >370 | >300 | 1.4529 (N08926) super austenitic steel | General corrosion + thermal fatigue spalling |
Engineering Case: A dialyzer housing mold operating at 365°C/200 ppm SO₂ achieved a 420,000-cycle lifespan (up from 150,000) using 1.2367 steel with 540°C×6h gas nitriding (0.3 mm case depth), reducing corrosion rate by 78%.
2.2 Dimension 2: Surface Performance Synergy
PPSU part transparency, biocompatibility, and demolding efficiency are critically linked to mold surface conditions:
- Finish Requirements: Ophthalmic surgical instruments demand Ra ≤0.025 μm, necessitating magnetorheological finishing (MRF) + PVD coating integration.
- Draft Angle Optimization: Microfluidic chips (50 μm channels) require ≤25 mN/m surface energy, achievable via laser texturing (0.5 μm hydrophobic structures).
- Coating Compatibility: Medical catheter molds prohibit CrN coatings (Cr⁶⁺ risk); DLC or MoS₂ self-lubricating coatings (μ=0.08) are recommended.
Failure Analysis: A respiratory mask mold using unmodified TiAlN coating caused Al³⁺ leaching, triggering ISO 10993-5 cytotoxicity. Switching to ZrN coating resolved the issue.
2.3 Dimension 3: Lifecycle Cost Control
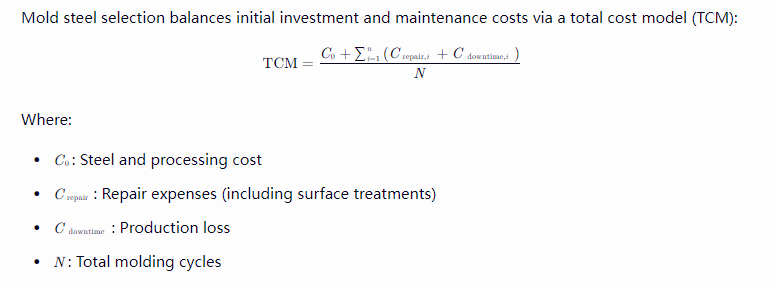
Strategy Comparison:
| Steel Type | Unit Price (CNY/kg) | Single Repair Cost (CNY) | Lifespan (10k cycles) | TCM (CNY/cycle) |
|---|---|---|---|---|
| 1.2344 (H13) | 45 | 8,000 (nitriding) | 150 | 3.2 |
| 1.2367 (X38CrMoV5-3) | 65 | 12,000 (TD treatment) | 450 | 1.8 |
| 1.2083 (X32CrMoV3-3) | 85 | 18,000 (HVOF coating) | 800 | 1.3 |
Decision Advice: For annual output <500k parts, prioritize 1.2367 steel; for >1M parts, 1.2083 steel offers superior TCM but requires dedicated surface treatment lines.

3. Selection Protocols for Typical Applications
3.1 Hemodialyzer Housings
- Conditions: 360–365°C melt, 180–220 ppm SO₂, ISO 8637 biocompatibility
- Solution:
- Base Material: 1.2083 (X32CrMoV3-3) forging
- Heat Treatment: 1040°C quenching + 560°C triple tempering
- Surface Coating: HVOF WC-12Co (80 μm, 1200 HV)
- Validation: Coating adhesion >70 MPa, Ra change <0.01 μm after 300 autoclave cycles.
3.2 Minimally Invasive Surgical Instrument Handles
- Conditions: 350–355°C melt, Ra 0.01 μm mirror finish, ISO 13485 cleaning validation
- Solution:
- Base Material: 1.2344 ESU (electroslag remelting)
- Precision Machining: 5-axis HSM (300 m/min, 0.08 mm/z feed)
- Surface Coating: Magnetron-sputtered ZrN/TiAlN multilayer (3 μm)
- Testing: Coating porosity <0.1%, no delamination after 30 alcohol ultrasonic cleanings.
3.3 Infant Bottle Screw Caps
- Conditions: 345–350°C melt, <500 N demolding force, FDA 21 CFR 175.300
- Solution:
- Base Material: 1.2316 (420SS variant)
- Texturing: Laser-ablated 0.8 μm honeycomb hydrophobic structures (θ>150°)
- Post-Processing: Chemical polishing (Ra 0.03 μm) + fluoride passivation
- Results: No flash at 2° draft angle, >100k fatigue cycles without cracking.
4. Future Trends and Proactive Selection Strategies
4.1 Integration of Additive Manufacturing and PPSU Mold Steel Modification
- Selective Laser Melting (SLM): 1.2709 maraging steel powder enables conformal cooling channels and vacuum extraction paths, boosting cooling efficiency by 40%.
- Functionally Graded Materials (FGM): Laser deposition creates WC-Co/1.2083 composite layers with hardness gradients (1400 HV surface to 45 HRC core).
4.2 Intelligent Monitoring and Self-Healing Coatings
- Embedded Sensors: Fiber Bragg gratings (FBGs) in cavities monitor SO₂ corrosion rates (0.01 mm/year threshold).
- Microcapsule Self-Repair: Silane-coupled microcapsules (10 μm) release healing agents upon crack propagation, achieving 85% self-healing efficiency.
4.3 Circular Economy-Driven Selection Reconfiguration
- Remanufacturing Technology: Supercritical CO₂-based coating stripping enables 3+ nitriding cycles for 1.2367 steel, reducing carbon footprint by 60%.
- Bio-Based Coatings: Chitosan/nano-SiO₂ composites replace CrN coatings, meeting EU SCCS safety assessments.
Conclusion
PPSU mold steel selection is an interdisciplinary challenge intersecting materials science, surface engineering, and manufacturing processes. Engineers must adopt a “Three-Dimensional Decision Framework” to balance corrosion resistance, surface performance, and cost-efficiency dynamically. Advances in additive manufacturing, intelligent coatings, and circular economy practices will drive mold steels toward functional integration, self-repair capabilities, and sustainability, propelling medical-grade plastic manufacturing toward “zero-defect, zero-waste” goals.
